

- 分类:普利司通奔达可
- 发布时间:2019-09-10 00:00:00
- 访问量:0
|
1 |
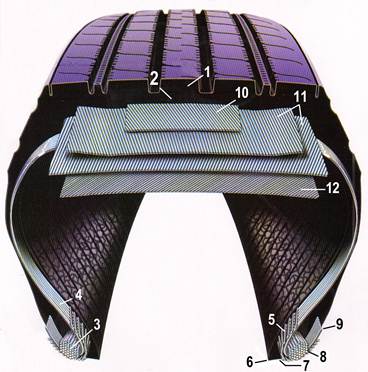
子午线轮胎的基本构造 |
|
|
1-1 |
1、基部胶 2、底胶 3、胎圈钢丝 4、胎体钢丝 5、钢丝补强 6、胎圈尖部 7、胎圈底部 8、胎圈跟部 9、胎体钢丝返包 10、保护层 11、稳定层 12、过渡层
|
 |
|
2 |
作业环境 |
|
|
2-1 |
● 轮胎升降功能 ● 轮胎旋转功能
● 扩胎功能 |
|
|
2-2 |
初检机器要具有足够的照明亮度。 ● 轮胎在检查台上时,轮胎的上半部(9点到15点的位置)亮度在500LUX以上。
|
|
|
2-3 |
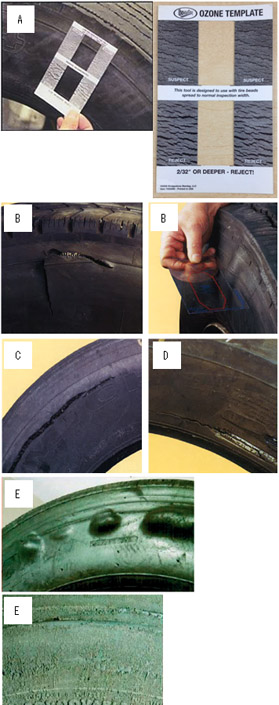
● 吸尘器 ● 抹布 ● 手持灯 ● 锥子 ● 软刀 ● 油性粉笔 ● 钳子 ● 胎面宽度尺
● 老化模板 |
|
|
3 |
胎体准备 |
|
|
3-1 |
把胎体推上检查台前,检查是否有明显的不合格的大伤口。 |
|
|
3-2 |
● 赃物 ● 异物 ● 水分
● 全部清除干净。 |
|
|
3-3 |
用抹布擦拭胎体内侧。 |
|
|
3-4 |
1、轮胎内侧左半部分 2、轮胎内侧右半部分 3、胎圈左侧 4、胎圈右侧 5、胎肩和胎侧左侧 6、胎肩和胎侧右侧
7、胎冠部 |
|
|
3-5 |
胎体DOT (制造胎号)用粉笔涂上,便于读取。
|
|
|
3-6 |
轮胎旋转时,注意扩胎臂不要夹到操作者,旋转方向是远离扩胎臂。 检查胎体时,为了不遗漏伤口,要使用手持灯。 调整检查台的高度,以适应检查者的操作。
|
|
|
4 |
胎体内侧(气密层)的检查 |
|
|
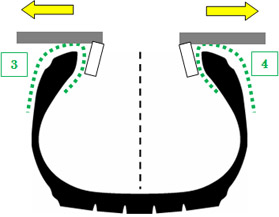
4-1 |
为了能看清楚轮胎里侧,要把胎圈扩开检查。 |
|
|
4-2 |
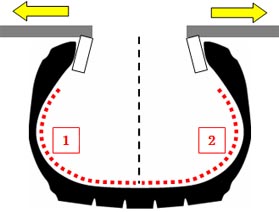
在检查的开始位置做出标记。 旋转胎体,通过目视和手的感觉来检查单侧一半部分的胎体。 胎体必须旋转一周以上,检查单侧全周。
如有伤口和异物等附着在上面,用锥子、刀、
|
|
|
4-3 |
一侧检查完成后,另一侧用同样的要领检查。 |
|
|
4-4 |
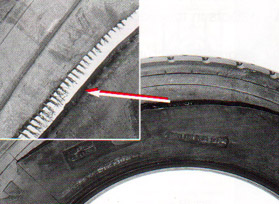
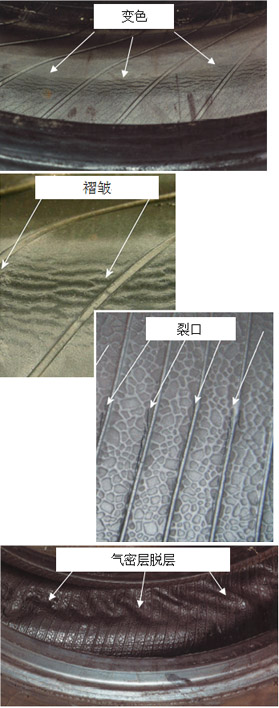
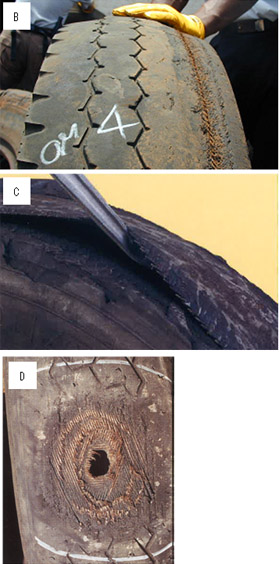
胎侧里侧整周如有以下症状的胎体,推测是缺气行驶或超载行驶, ● 颜色变化 ● 褶皱 ● 裂口 ● 气密层脱层
因缺气行驶,超载行驶而引起的胎侧爆破(拉链爆破) |
|
|
5 |
胎圈部检查 |
|
|
5-1 |
为了能看清胎圈部的裂口,要扩开胎圈进行检查。 |
|
|
5-2 |
标记开始位置。 旋转胎体两侧胎圈通过目视和手感逐一检查。 胎体必须旋转一周以上,单侧整周全部检查。
|
|
|
5-3 |
单侧检查完成后,另一侧同样的要领再检查。 |
|
|
5-4 |
用锥子等工具确认隐藏伤口或裂口的损伤程度。 |
|
|
5-5 |
以下的情况,修补后可以翻新。 钢丝补强露出。 钢丝补强损伤。
以下情况,胎体不能翻新。 钢丝补强和胎体钢丝都损伤。 胎圈变形。 胎体返包端点有裂口。
|
|
|
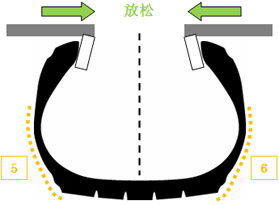
6 |
胎肩和胎侧检查 |
|
|
6-1 |
为了看清胎肩/胎侧的裂口,使胎圈处于放松的状态。 |
|
|
6-2 |
标记开始位置。 旋转轮胎,通过目视和手感逐一检查每一侧的胎肩/胎侧。 胎体必须旋转一周以上,单侧整周全部检查。
|
|
|
6-3 |
单侧检查完成后,同样的要领再检查另一侧。 |
|
|
6-4 |
以下的情况,修补后可以翻新。 只是橡胶受损伤 伤口未超过修补范围(要确认修补材料厂家发行的修理选材表)
|
|
|
6-5 |
有以下情况的胎体不能翻新。 胎肩/胎侧部老化程度超出老化模板(裂纹深度超过1.6mm) 损伤程度超过修理范围。 (修理材料厂家发行的修理选材表) 缺气行驶或超载行驶的嫌疑。 胎圈返包端点脱层。 有被化学药品等侵蚀的可能性。
|
|
|
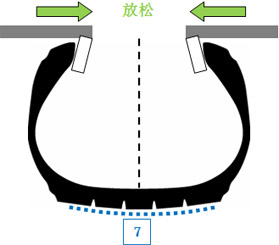
7 |
胎冠部检查 |
|
|
7-1 |
检查胎冠部时,胎圈部位要保持放松状态。 |
|
|
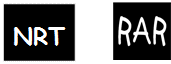
7-2 |
标记出开始的位置。 胎体必须旋转一周以上检查。 用锥子或钳子取出附着在胎体上的异物。
|
|
|
7-3 |
以下情况的胎体不能翻新。
过度的偏磨、在大打磨、小打磨不能打磨出同样合适的粗糙度、
|
|
|
7-4 |
因偏磨造成带速层等构造物过度露出。 带速层脱层。 损伤超过修理范围。 (通过确认修理厂家发行的修理选材表)
|
|
|
8 |
符号标记 |
|
|
8-1 |
为了后面的工艺能够了解胎体状况所做的符号标记。 |
|




























|
符号标记
|
说明
|
|
|
钉洞修理
Nail Hole Repair
|
|
|
完善的钉洞修理
Sound Nail Hole Repair
|
|
|
局部修理 Section Repair
|
|
|
完善的局部修理
Sound Section Repair
|
|
|
不能修理/不能翻新 胎体返还给用户 Non- Repairable/Retreadable Tire and Return As Received
|
|
|
胎圈修理
Bead Repair
|
|
|
点修理
Spot Repair
|
|
|
喷胶后修理(需要时) Repair after Cementing (if applicable)
|
|
|
气密层修理
Liner Repair
|
|
|
内包封套硫化 Inside Curing Envelope
|
|
|
轮辋方式硫化
Rim and
|
|
|
补强修理
Reinforcement Repair
|
|
|
完善的补强修理
Sound Reinforcement Repair
|


















扫二维码用手机看