

- 分类:招聘和培训
- 发布时间:2019-09-10 00:00:00
- 访问量:0
-

-
一、接受检查
机具:扩胎机、吸尘器、照明灯、金属锤、探锥、蜡笔等
√ 人工 (视觉)
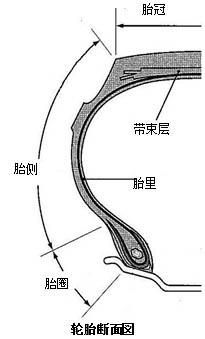
● 查胎冠:爆破、扎伤、脱层; ● 查胎肩:脱层;
● 查胎侧:老化、裂口、污染、割伤; ● 查胎圈:割伤、脱层、变形;
● 查胎里:碾伤、断裂、钉眼;
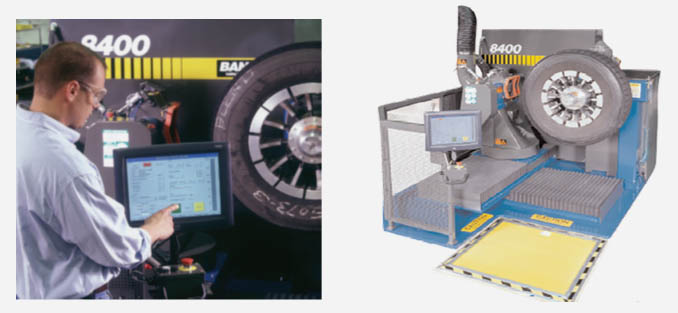
√ 专业设备
● 鉴别肉眼不易察觉的扎伤、内部脱层、变形等。
目的:检查胎体状态,确认是否适合再利用。
预硫化翻胎法多数是以顶翻及肩翻为主
专业设备


胎体受理标准(仅供参考)
-
胎面
A级:剩余花纹深度在2㎜以上,无伤口、老化、起鼓等现象。
B级:剩余花纹深度在1.5㎜以上,最多只有两个钉眼,无脱层、
生锈、起鼓等现象,两伤口距离必须大于轮胎1/4周。
钉眼:指伤口直径小于6㎜,深度未达到第三层带束层。
购买的胎体要求A级胎体,委托加工的胎体可以是B级胎体。
胎侧
无深及胎体钢丝的伤口。
无起鼓、脱层现象,无老化裂纹。
胎圈
无变形、无钢丝暴露、生锈等现象。
T/L(无内胎)胎圈无任何损伤(含脱层)。
T/T(有内胎)胎圈允许有一个直径为1cm以下的伤口,
但伤口不能伤到胎圈钢丝。
胎里
无起鼓、碾线、修补(除Tech、Tiptop外)。注:轮胎无有机化学溶剂腐蚀及油污污染变色。
-
不能翻新损伤样本

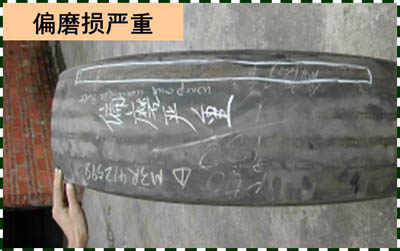
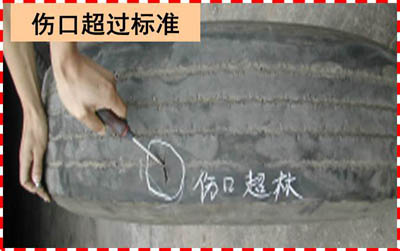

不能翻新损伤样本
1、脱 层

2、割伤/冲击爆破
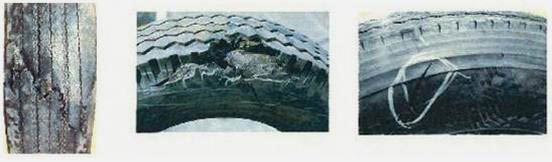
3、钢丝切断
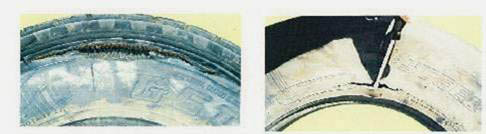
4、胎圈故障

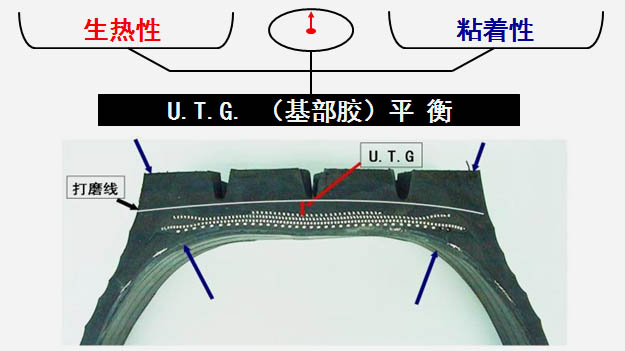
二、胎面打磨
将检验合格的胎体移到打磨机处,根据预先设定的施工表调整好打磨尺寸。
装胎充气后,启动打磨机打磨胎面,打磨宽度用标尺测量确认是否符合工艺要求。



8400型 打磨机
但决不是粗糙程度越大越好,轮胎打磨的程度需达到恰当的UTG(基部胶)
如果打磨不足(残留较多),胎面橡胶生热会上升;如果打磨过量,胎面橡胶粘着性会下降。
-
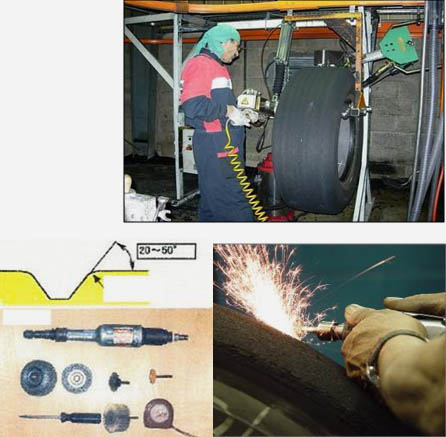
三、小打磨
影响翻新品质的因素:
● 钢丝锈蚀
● 异物(灰尘)
● 氧化、焦烧橡胶
● 外部介质(油渍)
伤口经均匀打磨后呈20~50°(根据创口大小)切削面,并进行清理。在露钢丝处,涂刷粘合(专用)胶浆;本工序对“局部修理”“钉眼”等不进行处理。
-
-
四、填胶&修补
初检时排除了如下易识别的轮胎损伤:
● 钉孔
● 割伤或冲击
● 脱层或钢丝切断
● 胎圈
● 内衬层
修补后可以单独硫化 或者与翻新胎一起硫化,通过修补使损伤胎体焕发新生;
修补方法、材料、工具较为过关的有德国TIP TOP公司,美国泰克公司
-

五、挤 出
1) 未硫化的胶片贴合到打磨好的胎体上,经硫化后在新胎面与胎体之间形成牢固的结合层。
2) 奔达可使用挤出加工法,部分厂家使用预加工好的中垫胶。


六、胎面贴附
a、预硫化 (PCT)胎面胶被贴合到已经准备好的中垫胶上,胎面接头缝合并确认翻新胎面与胎体间没有间隙
b、提高翻新轮胎外观质量,如环型预硫化胎面及全翻新技术翻新,其外观质量可以和新胎媲美。(这需解决胎侧贴合设备,提高硫化设备模型的精度问题)

5350型胎面成型机

七、上包封套
a、成型好的翻新胎被放入柔性的包封套内,目的是硫化时 使其与水蒸汽、空气隔离。
b、包封套可以保证施加在胎面所有压力均一,避免胎面受损伤。

-
八、硫化
根据胎面胶硫化类型不同可分为热翻 (模具翻新)和冷翻(预硫化)
冷翻:硫化是在硫化罐中进行的。
热翻:硫化是在硫化机中进行的硫化3要素是必不可少的。
-

8a、冷翻
待硫化轮胎被汇集到硫化罐(或蒸汽室)中,进行硫化过程。
预硫化法的预制胎面事先在高压下(4.4~7.5Mpa,相当于45~75kg/cm2)预先进行硫化,然后再粘合到胎体上,以较低的温度(98.7℃左右), 4~5 小时硫化时间使硫化过的胎面与胎体可靠粘着。

8b、热翻 (不适用奔达可)
热翻新(HEAT)是指使用的胎面为未硫化且无胎面花纹的翻新方法,也叫传统法。
与新胎硫化过程非常相似,成型后的胎体被放入硫化机中,由模具形成轮胎花纹。

预硫化方法 VS 传统的热翻方法具有几个方面的优势:
1)翻新硫化温度低,避免了高温对胎体的损坏,有利于保持胎体强度,提高翻新次数,尤其对子午线胎更为明显。
2)胎面胶耐磨损。预硫化胎面胶是在高压下硫化制成,质地密实,耐磨性强。从耐磨角度来看,比新胎高出许多。
3)胎面耐穿刺性好。因预硫化胎面质地坚固,在制作时胎面较长,使用中内张力较小,因此耐穿刺性比新胎也要强不少。
4)胎面胶与胎体结合部粘接强度高。一般预硫化法生产出的翻新胎不会出现掉面和起鼓现象,能保证行车安全、高效。
5)便于大规模生产,能充分利用设备,降低翻胎成本。
6)可采用蒸汽室或硫化罐硫化,减少模具费用和厂房面积。
九、最终检查(终检)
技术人员将就轮胎的质量、工艺、外观等问题进行查验。

翻新轮胎出货标准(外观检查)
|
胎面 |
确认以下内容; ● 花纹及尺寸正确 ● 胎面胶接合处粘接无缺陷 ● 胎面胶笔直、居中 ● 胎面胶无剥落 ● 胎面胶无起鼓 ● 胎肩部位的胎面胶接合部平整
|
|||||||
|
胎侧 |
确认以下内容; ● 胎体胎侧刻印的尺寸、速度层级等相关内容清晰 ● 翻新次数的标识明确 ● 有翻新厂家的品牌标签
|
|||||||
|
胎里 |
确认轮胎内部无以下现象; ● 气泡 ● 裂缝 ● 起鼓 ● 剥落 ● 刺穿的钉眼 ● 修补
|
|||||||
扫二维码用手机看